粉體行業在線展覽
粉體行業在線展覽



圓頂閥


直接聯系
邯鄲市遠華氣力輸送科技股份有限公司



河北
面議
遠華氣力
圓頂閥
825
一、 概述
圓頂閥是世界上***有效、能迅速開閉的物料輸送閥。我公司的圓頂閥專門用于氣力輸送系統,同時也可以作為獨立的產品提供給客戶。在工業中的應用領域包括電力、食品、醫藥、化工、塑料、礦山、鋼鐵等行業。
圓頂閥的特點
? 整個膛內無阻礙的物料流動
? 設計簡單、可靠
? 開閉靈活,可以關斷動態和靜態的物料柱
? 規格尺寸齊全:50mm 到 500mm
? 關閉時可形成牢固的壓力密封
? 可承受-20℃到 480℃的溫度
? 使用壽命長,維護量低
? 電廠物料輸送系統正常運行,插入式密封圈壽命長達一年以上
一、可輸送的物料
? 研磨料
? 顆粒
? 粉末
? 灰
? 化學品
? 礦石
? 煤炭
? 易碎品
二、訂貨須知
1. 訂貨前未選定型號,請您提供相應的技術參數,如:管道通徑,介質種類,介質溫度,工作壓力,連接方式,安裝方式,環境溫度,及其他特殊功能要求,我們的專業工程師會及時與您溝通落實相應的型號。
2. 由設計院所或單位部門選定我公司產品的,按指定型號與我公司銷售部訂購,同時也需要提供相應的技術參數。
3. 使用工況非常重要或管路系統比較復雜時,請您務必提供管路安裝示意圖及詳細參數,由雙方工程師共同溝通審核把關。
三、圓頂閥系列產品
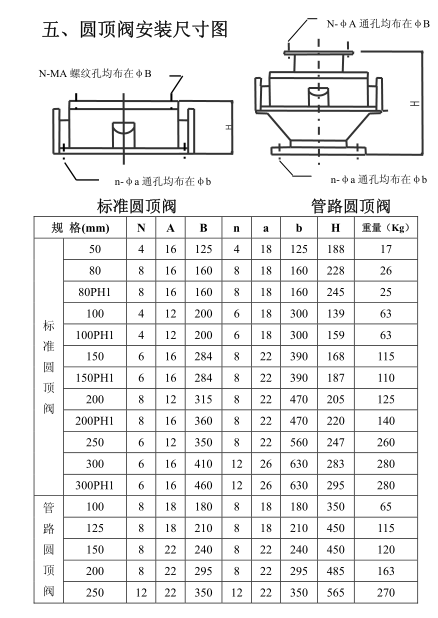
1. 按規格分為:50 圓頂閥、80 圓頂閥、100 圓頂閥、125 圓頂閥、150 圓頂閥、200 圓頂閥、300 圓頂閥、400 圓頂閥;
2. 按型式分為:標準圓頂閥、頂部接頭型式圓頂閥、底部接頭型式圓頂閥、管路圓頂閥;
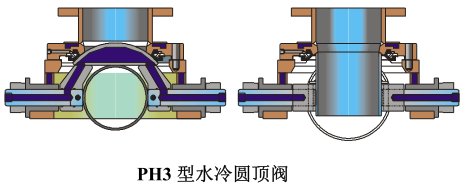
3. 按適用溫度分為:普通圓頂閥、PH1 型水冷圓頂閥、PH2 型水冷圓頂閥、PH3 型水冷圓頂閥。
標準圓頂閥適宜的介質使用溫度 < 200 oC
水冷圓頂閥適用的介質溫度:
PH1 ~ 僅頂板采用水冷方式 200 - 300 oC
PH2 ~ 頂板和球頂采用水冷方式 301 - 350 oC
PH3 ~ 頂板、球頂和閥體都采用水冷方式351 - 450 oC
四、選型要領
圓頂閥選用首先應該遵循安全性、可靠性、適用性、經濟性四大原則,其次是根據六個方面的現場工況(即使用位置、介質參數、使用溫度、壓力參數、
動作方式、特殊要求進行選擇)。
選型依據
1. 用于物料入口位置時,可選用標準型式的圓頂閥;用于輸送管路,可選用管路圓頂閥;
2. 介質不同,或介質溫度不同,所選用的插入式密封圈不同;
3. 根據介質溫度高低,可選用水冷圓頂閥;
4. 推薦系統壓力不大于 7Bar;
5. 動作方式有直行程氣缸和扇形氣缸兩種;
6. 其他特殊要求需雙方工程師共同確認。
六、圓頂閥圓頂和插入式密封圈之間的間隙:
50mm 圓頂閥 0.7mm----1.3mm
80mm 圓頂閥 0.7mm----1.3mm
>80mm 圓頂閥 0.2mm----0.8mm
七、安裝須知
1. 安裝前,請仔細閱讀產品的使用說明書,查核產品是否符合使用要求,熟悉安裝要點,做好準備工作;
2. 校核銘牌所標參數是否為所選產品的參數;
八、使用條件及要求
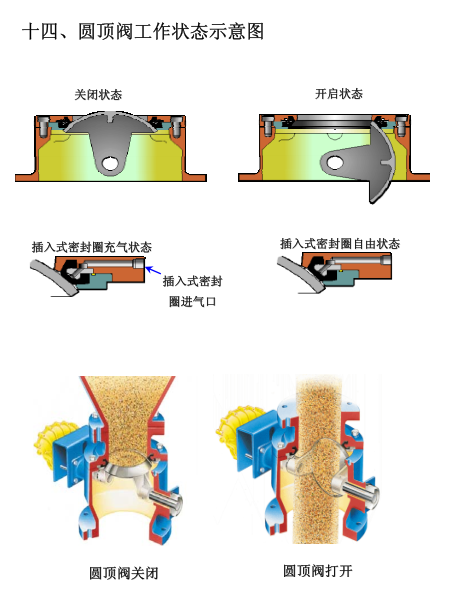
1. 必須保證插入式密封圈(件 2)的充氣壓力大于閥內工作壓力 1.5Bar。
2. 通常情況下,標準圓頂閥開啟時,圓頂閥進出口兩側的壓差小于 0.1Mpa。如果該壓差增大,必須使用非標準設計。
3. 圓頂閥的圓頂(件 1)關到位后,立刻充氣密封。圓頂閥開啟前,充氣插入式密封圈(件 2)泄壓,然后立即開啟圓頂閥。當圓頂閥在內外有壓差工況下開啟使用時,圓頂閥開啟必須在 0.3—2.0 秒內完成。圓頂閥的安裝位置及工況不同,要求的速度不同,必要時,請在氣缸的氣路安裝快速排氣閥,以保證圓頂閥迅速開啟。
4. 如果圓頂閥運行溫度高于 80℃,請每周在圓頂閥兩側的油杯處注入 4 號復合鈣基二硫化鉬潤滑脂,每周檢查注油一次,可以更好的保證圓頂閥工作。如果物料溫度高于 120℃,請務必使用殼牌馬力士 JBI 或美孚力富SHC1500 潤滑脂。
5. 如果扇形氣缸型圓頂閥水平安裝,必須保證圓頂閥在開啟狀態時,圓頂(件 1)處于閥的上半部。
九、圓頂閥拆卸、檢修步驟
入口圓頂閥
1.手動插板門全關,輸送泵繼續運行直至排空。
2.關斷并隔離系統。
3. 切斷并標識連接氣缸和氣控限位開關的尼龍供氣管道;如果采用的是水冷圓頂閥,還需要切斷到水冷頂板、水冷圓頂和水冷閥體的供水管道。
4. 去掉圓頂閥頂板(件 12)和手動插板門之間的螺栓。
5. 去掉圓頂閥下法蘭和泵殼體之間的螺栓。
6. 利用殼體支腿的頂起螺栓降低殼體。
7. 使用起吊設備將圓頂閥從側面卸出。
出口圓頂閥
1. 手動插板門全關,輸送泵繼續運行直至排空。
2. 關斷并隔離系統。
3. 切斷并標識連接氣缸和氣控限位開關的尼龍供氣管道;如果采用的是水冷圓頂閥,還需要切斷到水冷頂板、水冷圓頂和水冷閥體的供水管道。
4. 確保出口圓頂閥的連接管可靠支撐,除去圓頂閥連接法蘭的螺栓。
5. 使用起吊設備將圓頂閥從側面卸出。
排氣圓頂閥
1. 手動插板門全關,輸送泵繼續運行直至排空。
2. 關斷并隔離系統。
3. 切斷并標識連接氣缸和氣控限位開關的尼龍供氣管道;如果采用的是水冷圓頂閥,還需要切斷到水冷頂板、水冷圓頂和水冷閥體的供水管道。
4. 拆除頂部連接法蘭與管路法蘭連接的螺栓,取出孔板(如果有的話)和墊片。
5. 拆除底部連接法蘭與容器短管法蘭連接的螺栓。
6. 使用起吊設備取出排氣圓頂閥。
圓頂閥插入式密封圈(件 2 )的更換和檢查
1. 拆除頂板(件 12)/頂部接頭的螺栓,吊出由頂板(件 12)/頂部接頭、插入式密封圈(件、密封支撐環(件 5)和套環(件 4)、O型密封圈(件 3)等組成的密封組件。
2. 記下套環(件 4)下的密封墊(件 22)的數量和厚度。
3. 從密封支撐環(件 5)上拆下插入式密封圈(件2),檢查磨損和損壞的情況。必要時進行更換。
4. 檢查 O 型密封圈(件 3)是否損壞,如損壞需立即更換。
5. 用手轉動圓頂(件 1),檢查軸承狀況。如果軸承卡住或需要更換,按照‘圓頂閥軸密封組件拆卸與更換’部分處理。
6. 重新組裝閥門時,確保頂板(件 12)/頂部接頭下側沒有腐蝕。所有表面應清潔,保證密封的嚴密。
7. 在閥體上法蘭面放好合適厚度的密封墊(件22)后,裝套環(件 4)和密封支撐環(件 5)/插入式密封圈(件 2)。
8. 頂板(件 12)/頂部接頭***位, 注意不要壓住插入式密封圈(件 2),不要壓傷 O 型密封圈(件 3),擰緊螺栓。
9. 用塞尺檢查圓頂(件 1)(處于關位置時)和插入式密封圈(件 2)之間的間隙是否正確(適合的間隙值參照本說明第六項),如不符合要求,通過增減密封墊(件 22)來調整。
圓頂閥軸密封組件拆卸與更換
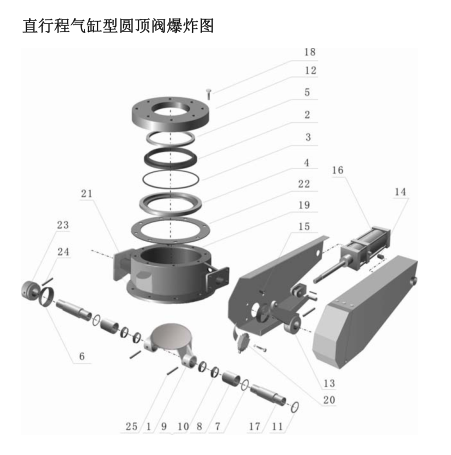
直行程氣缸型
1. 拆除氣缸防護罩頭部蓋板。
2. 拆除氣缸防護罩外側蓋板。
3. 拆除氣缸與鑄件聯軸器(件 13)連接。
4. 拆出氣缸(件 16)。
5. 拆除油杯(件 21)。
6. 敲出固定圓頂(件 1)與傳動軸(件 17)的彈簧圓柱銷(件 25),必要時拆除鑄件聯軸器(件13)。
7. 拆除氣缸防護罩內側板。
8. 取出傳動軸(件 17),吊出圓頂(件 1)。 注意:傳動軸(件 17)上是否有調整墊片(件 11),應注意墊片的安裝位置,回裝時在原位置應裝入這些墊片。
9.把軸承(件 8)和隔環組件(件 9 和件 10 的組件)推向閥門中心,拆除。注意 VARI 插入式密封圈(件 9)的安裝順序和方向。
10. 徹底清洗并檢查所有機加工面。
11. 檢查圓頂(件 1)和傳動軸(件 17)的表面是否平整,必要時更換。去除邊緣的毛刺,防止重新安裝時損壞更換的插入式密封圈(件 2)和軸承(件 8)。
12. 仔細地把更換的 VARI 插入式密封圈(件 9)裝入隔環(件 10),密封唇朝向隔環(件 10)的倒角邊。
13. 把隔環組件(件 9 和件 10 的組件)平直壓入孔內。軸承(件 8)外表面涂抹 Shell Malleus JB或相當的潤滑脂,軸承(件 8)導向邊朝向孔,軸承孔與閥體 1/8“NPT 孔中心對準。平直壓入直到軸承(件 8)位于孔表面下約 3mm。另一側重復相同過程。
14. 重新裝入調整墊片(件 11)(如果有),O 型密封圈(件 7)沿著傳動軸(件 17)滑入軸孔。
15. 傳動軸(件 17)穿過軸承(件 8)直到它與***個隔環組件(件 9 和件 10 的組件)接觸。另一側重復同樣的過程。
16.保持圓頂(件 1)靠近孔,用塑料/皮錘敲打傳動軸(件 17)穿過隔環組件(件 9 和件 10 的組件)和圓頂(件 1)。重新安裝油杯(件 21)。
17. 轉動傳動軸(件 17),裝入圓柱彈簧銷(件 25)定位。
18. 安裝油杯。
19. 按照步驟 2-7 的相反順序重新安裝氣缸。
20. 重新安裝氣缸防護罩頭部蓋板。
21. 調整氣控限位開關(件 20):擰松氣缸鑄件聯軸器(件 13)上的鎖定螺母。圓頂閥全關時,擰出螺釘,直到六角頭與氣控限位開關上的撞桿接觸。螺釘擰松 4mm(3.25 轉),壓下撞桿,用螺母固定螺釘位置。
圓頂閥軸密封組件拆卸與更換
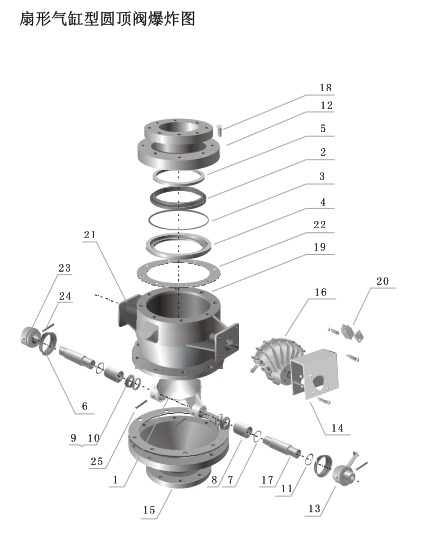
扇形氣缸型
1. 轉動圓頂(件 1)到一個圓頂閥開關的中間位置。
2. 擰出連接氣缸和閥體的螺栓。
3. 拆除油杯(件 21)。
4. 取出固定圓頂(件 1)與傳動軸(件 17)的彈簧銷。
5. 取出傳動軸(件 17),吊出圓頂(件 1)。 注意:傳動軸(件 17)上是否有調整墊片(件 11),應注意墊片的安裝位置,回裝時在原位置應裝入這些墊片。
6. 把軸承(件 8)和隔環組件(件 9 和件 10 的組件)推向閥門中心,拆除。注意 VARI 插入式密封圈(件 9)的安裝順序和方向。
7. 徹底清洗并檢查所有機加工面。
8. 檢查圓頂(件 1)和傳動軸(件 17)的表面是否平整,必要時更換。去除邊緣的毛刺,防止重新安裝時損壞更換的插入式密封圈(件 2)和軸承(件 8)。
9. 仔細地把更換的 VARI 插入式密封圈(件 9)裝入隔環(件 10),密封唇朝向隔環(件10)的倒角邊。
10. 把隔環組件(件 9 和件 10 的組件)平直壓入孔內。軸承(件 8)外表面涂抹 Shell Malleus JB或相當的潤滑脂,軸承(件 8)導向邊朝向孔,軸承孔與閥體 1/8“NPT 孔中心對準。平直壓入直到軸承(件 8)位于孔表面下約 3mm。另一側重復相同過程。
11. 重新裝入調整墊片(件 11)(如果有),O 型密封圈(件 7)沿著傳動軸(件 17)滑入軸孔。
12.傳動軸(件 17)穿過軸承(件 8)直到它與***個隔環組件(件 9 和件 10 的組件)接觸。另一側重復同樣的過程。
13. 保持圓頂(件 1)靠近孔,用塑料/皮錘敲打傳動軸(件 17)穿過隔環組件(件 9 和件 10 的組件)和圓頂(件 1)。重新安裝油杯(件 21)。
14. 轉動傳動軸(件 17),裝入圓柱彈簧銷(件 25)定位。
15. 裝上油杯(件 21)和氣缸(件 16)。
16. 調整氣控限位開關:擰松聯軸器(件 13)上的鎖定螺母。圓頂閥全關時,擰出螺釘,直到六角頭與氣控限位開關上的撞桿接觸。螺釘擰松 4mm(3.25 轉),壓下撞桿,用螺母固定螺釘位置。
十、使用和維護
注意事項
1. 建議使用單位指派專人負責使用和維護。
2. 定期檢修是圓頂閥可靠工作和長壽的***佳方法。下列幾種情況,是妨礙圓頂閥正常工作與縮短壽命的原因。
1) 使用中輸送物料發生變化;
2) 未按時添加潤滑脂;
3) 輸送物料中含有異物(焊渣、鐵銷、焊條頭、鐵絲頭等)。
4) 圓頂閥安裝后或長時間停用后再次投入運行時須檢查以下項目:
I. 圓頂是否能正常轉動;
II. 圓頂是否生銹;
III. 密封圈和圓頂表面是否粘粘有異物;
IV. 氣缸桿能否正常伸縮。
3. 在維護前,請確認系統的供氣和供電已切斷,余壓已排空,冷卻水切斷,圓頂閥充分冷卻。
4. 拆開維護時,各零部件要按照說明書的指導操作,并按順序恢復原狀裝好。
5. 我公司備有易損件,有需要時按說明書在定貨時說明。
6. 拆卸順序,易損件及其其他事項有不詳之處,請向我公司客服部咨詢。
日常維護
1. 每周
設備巡檢,觀察運行狀況。
2. 每月
給圓頂閥軸和軸承填加潤滑脂,潤滑脂注入口在圓頂閥閥體上。
3. 每年
1) 卸下圓頂閥,檢查圓頂(件 1)和插入式密封圈(件 2)的磨損情況。
2) 檢查圓頂閥軸的磨損情況,更換軸承(件 8)和隔環組件(件 9 和件 10 的組件)。
3) 檢查氣缸筒的劃痕、點蝕、銹跡等。這些會使氣缸的密封很快失效。
4)檢查圓頂閥的限位開關。
十一、主要備件產品
1. 軸密封組件:每套含 V 型防塵圈 1 個、O 形密封圈 1 個、軸承 1 個、VARI 插入式密封圈 2 個、隔環 2 個。每臺圓頂閥需用 2 套。
2. 閥密封套件:每套含插入式密封圈 1個、O 形密封圈 1 個。每臺圓頂閥需用1 套。
3. 圓頂
4. 氣控限位開關
十二、配件系列產品
1. 快速排氣閥:用于氣缸氣路,保證圓頂閥迅速開啟。
2. 尼龍管:氣路使用,我公司備有φ8 和φ12 兩種規格。
3. 銅管:氣路使用,我公司備有φ8 和φ12 兩種規格。
4. 銅管件:氣路使用,具體規格型號可向我公司客服部咨詢。
十三、故障分析及排除辦法
故障 | 原因分析 | 處理方法 |
插入式密封圈損壞 | 1、輸送物料中夾雜異物,劃傷插入式密封圈; 2、插入式密封圈超過使用壽命; 3、檢修后,未正確調整插入式密封圈和圓頂之間的間隙; 4、系統故障。 | 更換插入式密封圈,并檢查其他零件(球頂、頂板、密封支撐環等)是否損壞,如有損壞,及時更換。 |
球頂呈現沖刷狀磨損 | 插入式密封圈損壞,不能確保密封壓力 | 更換插入式密封圈和圓頂,并檢查其他零件(球頂、頂板、密封支撐環等)是否損壞,如有損壞,及時更換。 |
插入式密封圈壓力顯示不正常 | 限位開關損壞 | 更換限位開關 |
故障不明時,請不要隨便拆卸圓頂閥,請及時與我公司聯系,我們會有專業工程師給您提供專業的建議。