粉體行業在線展覽
粉體行業在線展覽



DPP-80


直接聯系
深圳雷粵機械設備有限公司.


中國
5-10萬元
雷粵
DPP-80
4245
高
1、采用國內最新型的大功率傳動機構,由排鏈帶動傳動軸,免除了其它齒輪傳動的誤差噪音。
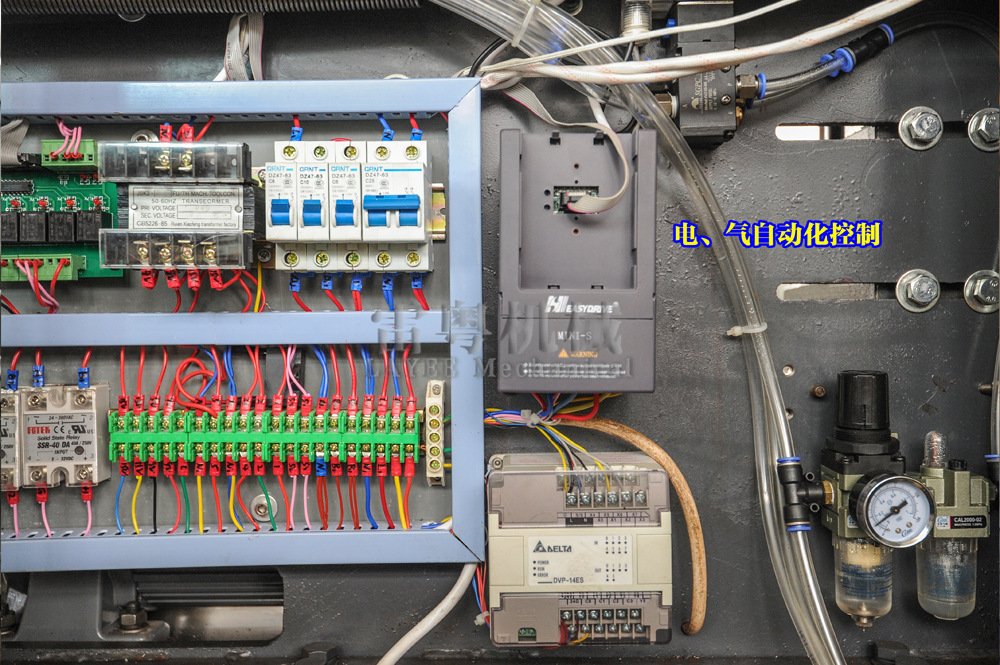
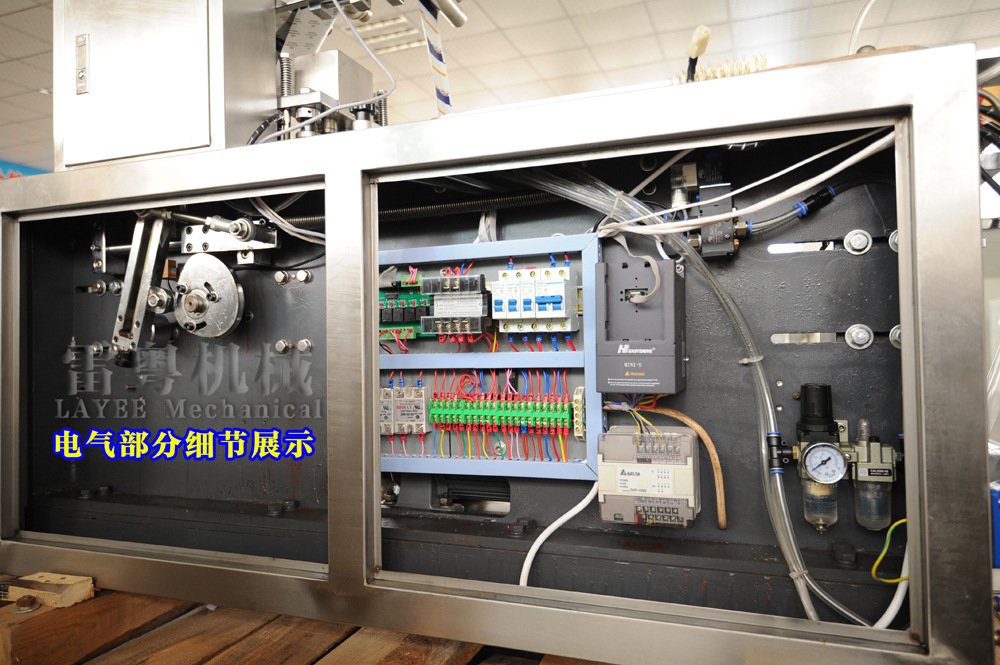
2、電器采用進口控制系統,便可按照客戶要求,配置缺料漏補和缺粒檢測剔除裝置(歐姆龍傳感器)。采用進口變頻調速器。
3、整機采用分段組合:PVC成形、加料、熱封為一段,熱帶鋁冷成形、熱封、沖裁為一段可進行分體包裝。
4、采用光電控制系統,PVC、PTP、熱帶鋁包裝自動送料、廢邊自動收料裝置,確保超長距離多工位同步穩定性。
5、可另配光電檢測校正裝置,配進口步進電機牽引,圖文對版印刷包裝,優化包裝物檔次。
6、本機適用:膠囊、素片、糖衣、膠丸、針劑、異形等以及醫療器、輕化食品、電子元泡罩密封包裝。
平板式自動泡罩包裝機技術參數
1、采用國內最新型的大功率傳動機構,由排鏈帶動傳動軸,免除了其它齒輪傳動的誤差噪音。
2、電器采用進口控制系統,便可按照客戶要求,配置缺料漏補和缺粒檢測剔除裝置(歐姆龍傳感器)。采用進口變頻調速器。
3、整機采用分段組合:PVC成形、加料、熱封為一段,熱帶鋁冷成形、熱封、沖裁為一段可進行分體包裝。
4、采用光電控制系統,PVC、PTP、熱帶鋁包裝自動送料、廢邊自動收料裝置,確保超長距離多工位同步穩定性。
5、可另配光電檢測校正裝置,配進口步進電機牽引,圖文對版印刷包裝,優化包裝物檔次。
6、本機適用:膠囊、素片、糖衣、膠丸、針劑、異形等以及醫療器、輕化食品、電子元泡罩密封包裝。
平板式自動泡罩包裝機技術參數
1、采用國內最新型的大功率傳動機構,由排鏈帶動傳動軸,免除了其它齒輪傳動的誤差噪音。
2、電器采用進口控制系統,便可按照客戶要求,配置缺料漏補和缺粒檢測剔除裝置(歐姆龍傳感器)。采用進口變頻調速器。
3、整機采用分段組合:PVC成形、加料、熱封為一段,熱帶鋁冷成形、熱封、沖裁為一段可進行分體包裝。
4、采用光電控制系統,PVC、PTP、熱帶鋁包裝自動送料、廢邊自動收料裝置,確保超長距離多工位同步穩定性。
5、可另配光電檢測校正裝置,配進口步進電機牽引,圖文對版印刷包裝,優化包裝物檔次。
6、本機適用:膠囊、素片、糖衣、膠丸、針劑、異形等以及醫療器、輕化食品、電子元泡罩密封包裝。
平板式自動泡罩包裝機技術參數
加工定制
| 是 | 功能 | 充填,灌裝,封口,打碼、噴碼 | 品牌 | 雷粵 | |
| 型號 | DPP-80 | 電壓 | 220(V) | 功率 | 3(Kw) |
| 包裝膜寬 | 80(mm) | 制成袋尺寸 | -(mm) | 包裝速度 | 10-35(袋/分鐘) |
| 重量 | 450(kg) | 外形尺寸 | 1500*600*1200(mm) | 包裝材料 | 鋁箔 |
| 包裝類型 | 盒 | 自動化程度 | 全自動 | 適用對象 | 果汁飲料,油類,醬類,五金件、藥片 |
| 適用行業 | 食品,化工,日化,醫藥,五金、機械 | 物料類型 | 固體 | 售后服務 | 保修一年 |
概述
我公司創辦以來,專業生產DPP型自動鋁塑包裝機系列,參照國外先進技術改進完善,完全可替代進口設備。實行鋁塑復合密封包裝,具有延長保持期,美化商品之優點,并可降低包裝成本。由于該機占地少、投資低、多功能使用、效率高、無污染、低噪音是一種實施凈化車間和醫院試劑室理想的包裝設備。
產品使用范圍與特點
1、采用國內**型的大功率傳動機構,由排鏈帶動傳動軸,免除了其它齒輪傳動的誤差噪音。
2、電器采用進口控制系統,便可按照客戶要求,配置缺料漏補和缺粒檢測剔除裝置(歐姆龍傳感器)。采用進口變頻調速器。
3、整機采用分段組合:PVC成形、加料、熱封為一段,熱帶鋁冷成形、熱封、沖裁為一段可進行分體包裝。
4、采用光電控制系統,PVC、PTP、熱帶鋁包裝自動送料、廢邊自動收料裝置,確保超長距離多工位同步穩定性。
5、可另配光電檢測校正裝置,配進口步進電機牽引,圖文對版印刷包裝,優化包裝物檔次。
6、本機適用:膠囊、素片、糖衣、膠丸、針劑、異形等以及醫療器、輕化食品、電子元泡罩密封包裝。
平板式自動泡罩包裝機技術參數
型 號:DPP-80/80A
沖裁次數:10-35次/分
生產能力:2400版/時
**成型面積及深度:70*110*26(mm)
標準版塊:20-80毫米( 可按要求設計 )
空氣壓力:0.6-0.8兆帕
電源總功率:380V/220V 3.0Kw
主電機功率:0.75Kw
PVC硬片:0.15-0.5*80(mm)
PTP鋁箔:0.02-0.035*80(mm)
外型尺寸:1500*600*1200(mm)
重 量:450千克(Kg)
噪聲指標:<75dBA
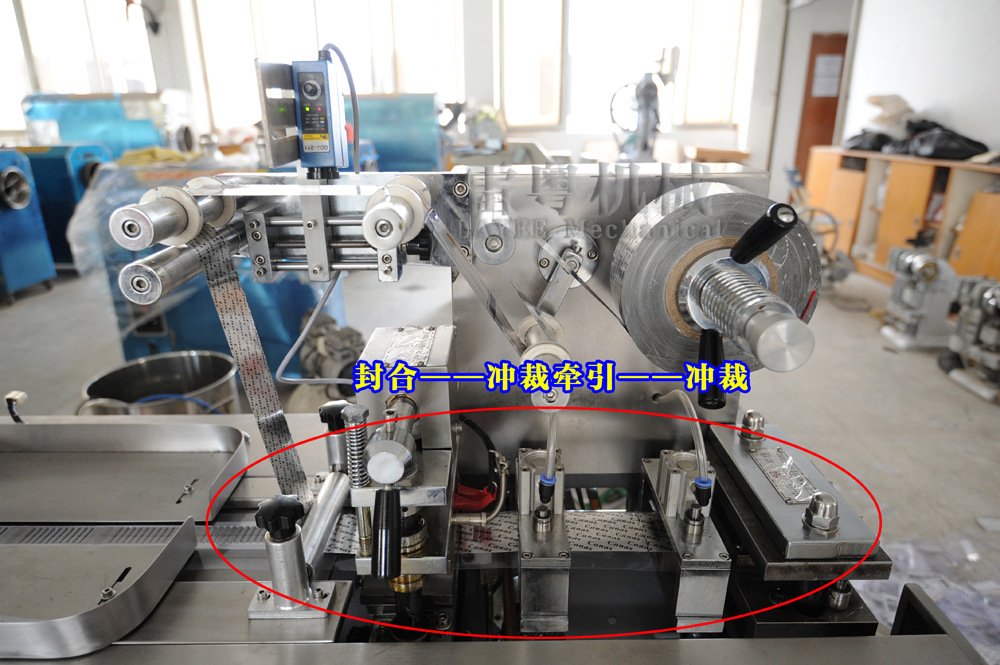
平板式自動泡罩包裝機工作流程
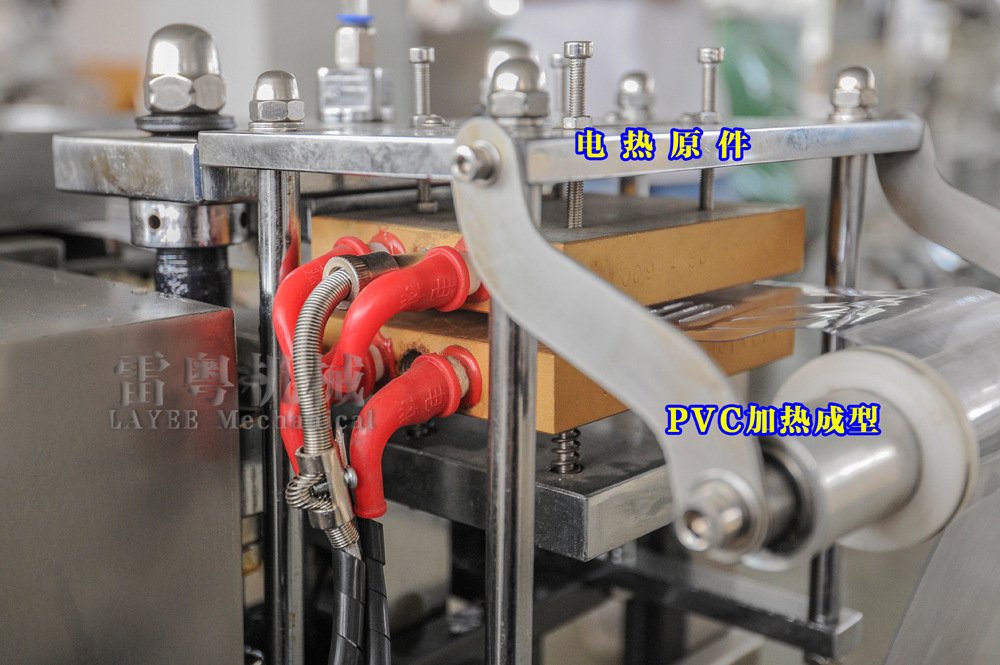
1、成型(上下加熱)
2、熱封(上加熱)
3、打碼
4、壓痕(可微量加熱)
5、切刀
6、成型輸出成品




平板式自動泡罩包裝機操作規程
1、目的:確保平板式泡罩包裝機的操作達到規范化、標準化,保證包裝質量,延長機器的使用壽命。
2. 范圍:適用于平板式泡罩包裝機的操作。
3. 職責:平板式泡罩包裝機的操作人員對本標準的實施負責,設備技術人員負責監督。
平板式自動泡罩包裝機操作前工序
1、按安全用電規定,接通照明電源,向電機試送電時,打開電源,點動主機,是否正常運轉。
2、通水:按機身座標牌顯字,冷卻水進,出龍頭是否漏滴現象,通水以進,出水流暢為準。
3、氣泵:將空氣機輸氣管接入氣道龍頭,同時開空壓機,氣壓達0.6~0.8MPA以上時才可使用。
4、油:加油加入箱體內和變速箱內,注:加油為箱體中2/3油量。
5、VC塑料上承料軸,調正里外圓錐螺母,把模運轉到下點,PVC塑料而過,后面的起引座打開壓住,注意PVC塑料在機板面以軌道為準,兩邊同樣均勻。
(PVC熱壓成型) (光標對版演示)

平板式自動泡罩包裝機操作程序
1、開電綠指示燈亮,成形上下與熱封二只加熱開關分別開啟運作位置。溫控儀控制成形溫度,一般分別預置100oC,第二只溫控儀控熱封,溫度預置130oC~140oC。上下成型與熱封溫控儀預置溫度;具體酌情而定。
2、放下起引料輥上壓塊,成型加熱板溫度到位,再開主機,塑料PVC先成型,成型泡眼與熱封模具孔位符合,注意熱封模座汽缸放下熱封模壓住鋁箔,鋁箔會帶動到沖截。觀察塑料(指機板面已成新PVC)行走是否左右偏移。如果有偏向應調整起引壓輥座調動引方向。
3、如果鋁箔左右偏動,可調轉節輥座手輪調正。如果前后偏差可調箱體移動。
4、熱封沖載正常后適度打開加料器開關與閘板,使藥品(片劑膠囊、糧衣)適量進入加料室,如有小量缸料可人工補填,如有藥物被帶進熱封模具時,會嚴重影響同步,應此在鋁箔封合時粘模具上,要停機處理。
5、由于增加藥品重量,鋁箔拉力及機器溫度逐步變化程度不等,可能產生成型和熱封不同步現象,超前或滯后,先檢查塑料PVC和鋁箔有否陰隔,然后可用機上微調機構調整。微調機構在模具向后,因其調整距離或箱體前后調整。見圖(2)所以在開機前應放在中位位置,才可向前后移動,也可用前箱體移動調節,正確移動后,版塊要等走完十幾版后才正確,所以在未走完時,不要亂調來調去。
6、塑料、鋁箔的熱封質量(粘合均勻牢固平正)由溫度或壓力,網紋板平正度來證見,如果出現熱封不良,一般宜溫度,壓力稍低,調節器正溫度,*后調整螺冊壓力。
7、沖裁偏位,裁下用版式偏移,見圖(3)。停機將手調箱體移動,已可以調模移位。
8、在日常操作知識、對于操作工作必須懂知該機結構原理,由凸輪傳動頂桿座的滾輪,上下行程,上蓋模板位置固定死,出現泡罩不良狀態,注意下成形模或熱封到上止點,固定緊立柱螺母,不注意的話容易出故障,頂桿壓的滾輪滾針咬死現象,排作方法圖(4)。
平板式自動泡罩包裝機注意事項
1、請您在操作使用前,先認真閱讀此說 明書。以防操作有誤,損壞機器。
2、安裝前要檢查地面水平度是否平衡。
3、應按接**牌指定位置接入地線。
4、專職人員培訓操作、維護。
5、機器應保持整潔。
6、機器生產前各部位必須加油(參操做條文)
7、機器出廠時傳動箱表帶潤滑油,生產前必須加油。
8、提議本機**采用無油空壓機。
9、成型、熱封、壓痕等部位壓力均不宜過大,否則影響使用壽命。成形、壓痕之型墊轉應留有一毫米左右浮動余地。
10、機器工作運行時,嚴禁用手觸摸運行部件(特別是縱封、橫封加熱部位),確保人身和機器安全。
(PVC調節演示) (牽引沖裁演示)


平板式自動泡罩包裝機故障排除:
(一)、泡成型不良:
A、可能出現的現象:a)場所空氣流量過大;b)加熱區溫度過低或過高;c)冷卻水流量過大,帶走熱量過多;d)空氣壓力不宜或過早、遲;e)注意空氣過濾閥存水;f)下模排氣孔堵塞;g)上下模平面間滲漏氣;h)PVC塑料質量不佳。
B、對應的解決辦法:a)降低通風流量;b依溫度控制儀適當調正控制溫度(盡量電壓控制);c)調節水閥控制水流量;d)校正機器放氣閥位置、保持空氣壓一般為:0.6~0.8MPA;e)正常檢查空氣過濾閥必時清放;f)用鋼針實行疏通;g)重新更模、需平面磨平加工;h)調換塑料。
(二)、運行不同步(指成形泡罩未能準確進入熱封模孔位):
A、可能出現的現象:a)成形模與熱封不為行程的整數倍;b)運行氣壓起引座平行過大過小;c)成形、熱封模冷即不良;d)成形模到熱封模之間有阻礙物;e)塑料承料軸旋轉不靈熱封模溫度過高。
B、對應的解決辦法:a)調節模具移動和箱體移動出廠已調好未待換模、通常無須高正以免調亂;b)調節起引座軸,在起引座軸上加機械油;c)適度加大冷即水量;d)檢查從送料至熱封運行中是否有阻礙,注意加料機械與板面之間間隙;e)清洗或更換軸承;調降低溫熱封溫度。
(三)、鋁箔起皺與偏移:
A、可能出現的現象:a)鋁箔與PVC塑料粘合不整齊,(不平行);b)鋁箔轉折棍與PVC塑片縱線不垂直;c)網紋上銹,有污物;d)網紋板與模吻合不良,鋁箔膠層不均。
B、對應的解決辦法:a)撕斷鋁箔,調整位置重新粘合;b)調整墊塞轉折輥支架和校正模具不符合;c)用鋼絲側清理或用鋸條磨尖劃;d)用二層鋁箔折疊網紋模或油石視熱封狀況,局部打磨下模平面更換鋁箔
(四)、沖截偏后,熱封不良:
A、可能出現的現象:a)沖模與熱封模間距不對;b)溫度過低或過高壓力不足或熱封上氣缸擅偏現象;c)壓力不足或熱封上氣缸擅偏現象
B、對應的解決辦法:a)整體移動沖模、箱體、注出廠時均已調動,且考慮運輸振動及長期使用移位變形或換模版等因素所致;b)調節溫控儀溫度,盡量由調壓來控制,使溫度保持恒定在140oC左右(酌情而定);c)調節調整氣缸壓力(調壓閥)同時檢查硅橡板是否才化,可換,可取,銅皮墊氣缸與熱封座之間中(銅皮厚簿酌情而定)(注:調正時務必停機上止點)



