粉體行業(yè)在線展覽
粉體行業(yè)在線展覽



激光固化陶瓷3D打印設(shè)備


直接聯(lián)系
深圳奇遇科技有限公司.



廣東
面議
奇遇
激光固化陶瓷3D打印設(shè)備
1966
一、產(chǎn)品參數(shù)
該型號(hào)的全稱是:Adventure-3D-ZJ-Printer選擇性激光固化“雙缸-供料-刮料”陶瓷3D打印設(shè)備,該產(chǎn)品目前根據(jù)成型空間大小,分為2個(gè)型號(hào),
1.1參數(shù)配置如下表:
設(shè)備名稱 | 選擇性激光固化陶瓷3D打印設(shè)備 | |
配置型號(hào) | Adventure-3D-ZJ-Printer-90 | Adventure-3D-ZJ-Printer-120 |
設(shè)備尺寸-長(zhǎng)寬高(mm) | 600mm*440mm*1680mm | |
成型空間直徑(φ)*高度(mm) | φ90mm*H90mm | φ120mm*H120mm |
成型特點(diǎn) | “雙缸-供料-刮料” | “雙缸-供料-刮料” |
供料-成型軸傳動(dòng)結(jié)構(gòu) | P級(jí)靜音模組 | P級(jí)靜音模組 |
供料-成型軸重復(fù)定位精度 | ≤±5μm | ≤±5μm |
電機(jī)型號(hào) | 高牛力伺服步進(jìn) | 高牛力伺服步進(jìn) |
刮料傳動(dòng)結(jié)構(gòu) | GT2同步帶(預(yù)緊) | GT2同步帶(預(yù)緊) |
導(dǎo)軌型號(hào) | MGN12 | MGN12 |
層厚分辨率 | ≤5μm | ≤5μm |
漿料-固含量: | (氧化鋯為參考)不低于50 vol.% | (氧化鋯為參考)不低于50 vol.% |
文件支持格式: | STL格式 | STL格式 |
2D振鏡重復(fù)精度 | 8μRad | 8μRad |
2D振鏡零點(diǎn)漂移 | ≤8μRad/℃ | ≤8μRad/℃ |
2D振鏡比例漂移 | ≤5PPM/℃ | ≤5PPM/℃ |
掃描速率 | ≤2000mm/S | ≤2000mm/S |
紫外光波長(zhǎng) | 405nm | 405nm |
紫外光斑大小 | ≤100μm | ≤100μm |
紫外激光功率 | 150mw | 150mw |
掃描速率 | ≤2m/S | ≤2m/S |
1.2關(guān)于激光功率、打印精度和層厚的說明:
掃描速率一致的情況下:功率越大,精度越低,層厚越厚,效率越高。(100μm層厚是25μm層厚效率的5倍,打印時(shí)間縮短到1/5)
ZJ-90 、ZJ-120設(shè)備默認(rèn)配150 mw 功率激光器。
150mW激光,在掃描速率1.5m/S時(shí),**可實(shí)現(xiàn)對(duì)氧化鋯漿料≤30μm層厚的固化打印,氧化鋁漿料≤60μm層厚固化打印,**功率的時(shí)候精度可保證0.120mm以內(nèi)(增加光斑半徑一半的衍射)
300mW激光,在掃描速率1.5m/S時(shí),**可實(shí)現(xiàn)對(duì)氧化鋯漿料≤60μm層厚的固化打印,氧化鋁漿料≤100μm層厚固化打印。**功率的時(shí)候精度0.2mm(增加光斑一倍的精度尺寸)
600mW激光,在掃描速率1.5m/S時(shí),**可實(shí)現(xiàn)對(duì)氧化鋯漿料≤80μm層厚的固化打印,氧化鋁漿料≤120μm層厚固化打印。(增加光斑一倍的精度尺寸)
可以選配300mW、600mW(選配增加費(fèi)用,但是精度會(huì)降低,好處是增加固化深度,難以固化的材料建議采用高功率激光)
1.3設(shè)備整機(jī)圖

圖1 Adventure-3D-ZJ-Printer-陶瓷刮料3D打印設(shè)備
二、“雙缸-下沉-刮料”陶瓷3D打印設(shè)備產(chǎn)品特點(diǎn):
2.1 單次投料量少
Adventure-3D-ZP-Printer-該設(shè)備采用“雙缸-下沉-刮料”結(jié)構(gòu),供料和成型面積比例1比1,該結(jié)構(gòu)可以根據(jù)實(shí)際打印模型大小,自行選擇加入陶瓷光敏漿料量,漿料加入量略大于成型缸面積乘以打印樣品高度即可,只低只需60mL漿料即可開始打印,適用于新型陶瓷材料3D打印研究。
2.2 快速回收,易清潔
采用雙缸結(jié)構(gòu)在打印完畢之后可快速實(shí)現(xiàn)高粘度漿料回收,只需要講收料缸內(nèi)部漿料用鏟刀鏟進(jìn)供料缸即可,易清潔,易換料。
2.3 高粘度陶瓷光敏漿料
采用“雙缸-下沉-刮料”結(jié)構(gòu)相對(duì)于上拉型和下沉型陶瓷3D打印設(shè)備來說,漿料流動(dòng)性要求要低的多,即使像牙膏狀、流動(dòng)性差的漿料,也可借助刮刀刮平,無需自動(dòng)流平,開始打印。圖1 顯示了雙缸-下沉-刮料”陶瓷3D打印設(shè)備所兼容的多種高粘度陶瓷光敏漿料的剪切稀化流變性能測(cè)試圖,漿料的靜態(tài)粘度高達(dá)5000Pa·S以上,動(dòng)態(tài)粘度剪切速率在10S的時(shí)候也可以達(dá)到100Pa·S以上。
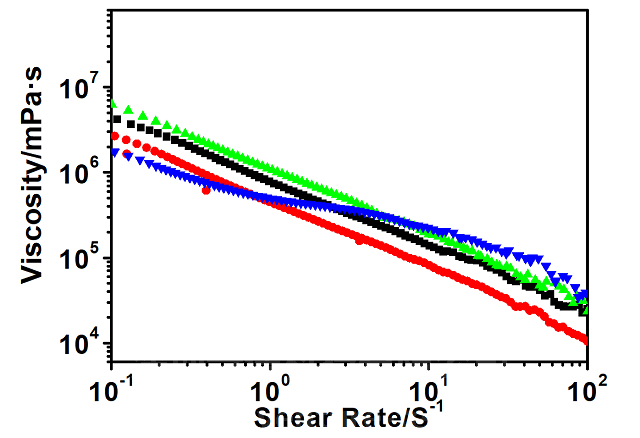
圖3 多種較高粘度的陶瓷光敏漿料剪切稀化圖
2.4 高陶瓷固含量
由于對(duì)于光固化陶瓷漿料來說,陶瓷固含量的提高,對(duì)應(yīng)一定是粘度的提高,粘度過高將無法自動(dòng)溜平,進(jìn)而影響打印效果。我們“雙缸-下沉-刮料”陶瓷打印設(shè)備,將在相同條件下有效提高陶瓷漿料的陶瓷含量。目前,我們已經(jīng)實(shí)現(xiàn)了對(duì)54vol%以上氧化鋯,陶瓷固含量漿料的打印。
2.5 高燒結(jié)致密度、強(qiáng)度。
陶瓷3D打印之后的陶瓷坯體要經(jīng)過排膠燒結(jié)才能成瓷,陶瓷固含量越高,對(duì)應(yīng)粘度越高,越難打印,但是可燒結(jié)性能越好。圖2顯示了采用同樣型號(hào)的樹脂和氧化鋯,配置的不同固含量的漿料同樣的激光功率、掃描速率、層厚,打印出來的陶瓷坯體,在同樣排膠工藝、燒結(jié)工藝的燒結(jié)效果。圖2左是43vol%(81wt%),和圖2右54vol%(86.5wt%)。可以看到,由于樹脂含量過高,排膠燒結(jié)過程中樹脂分解過程會(huì)有大量的氣體排出,造成燒結(jié)裂紋,但是高固含量的坯體燒結(jié)過程中可以完整排膠,沒有任何裂紋出現(xiàn)。

圖4 不同陶瓷固含量燒結(jié)對(duì)比圖
2.6 高精度、上投光
在采用“提拉式結(jié)構(gòu)”的陶瓷打印設(shè)備在打印過程中,由于陶瓷粉不透光性,紫外光在XY平面衍射加劇,同時(shí)紫外光需要穿透離型膜和支撐玻璃板過程中,需要進(jìn)行“二次反射”和“二次固化”,會(huì)造成坯體固化邊緣模糊、精度降低等現(xiàn)象,極大的降低打印精度;而采用下沉結(jié)構(gòu)的光固化陶瓷打印設(shè)備完全不存在此類問題,可以有效提高打印精度,保證打印成功率。有效避免離型膜、透光玻璃“二次反射”。圖5顯示了傳統(tǒng)上拉結(jié)構(gòu)打印過程中“二次反射”和“二次固化”示意圖。

圖5“提拉式結(jié)構(gòu)”的陶瓷打印設(shè)備打印過程中“二次反射”和“二次固化”示意圖。
三、陶瓷3D打印技術(shù)特點(diǎn)橫向?qū)Ρ?/span>
目前,常見的陶瓷打印設(shè)備主要有上拉型,下沉型和下沉刮料型。無論那種技術(shù)類型,光源都可以選擇面投影或者激光掃描方式。下表對(duì)各個(gè)技術(shù)進(jìn)行了技術(shù)特點(diǎn)橫向?qū)Ρ龋瑘D6顯示了提拉、下沉和刮料陶瓷3D打印原理對(duì)比圖。
設(shè)備類型 | 主要特點(diǎn) | 漿料粘度 | 固含量 | 單次投料量 |
上拉 | 粘度低,固含量低,容易拉斷模型,粘不上底板,“二次反射”造成邊緣模糊,精度差 | *低 | *低 | 少 |
下沉 | 粘度比較低,固含量比較低,無“二次反射”,單次投料量多,不適合做實(shí)驗(yàn)研究。 | 較低 | 較低 | 多 |
下沉刮料 | 粘度高,固含量高,無“二次反射”,漿料不需要流動(dòng),通過刮刀刮平, | 高 | 高 | 適中 |

產(chǎn)品咨詢
激光固化陶瓷3D打印設(shè)備
深圳奇遇科技有限公司.請(qǐng)?zhí)顚懩男彰?
請(qǐng)?zhí)顚懩碾娫挘?
請(qǐng)?zhí)顚懩泥]箱:*
請(qǐng)?zhí)顚懩膯挝?公司名稱:*
請(qǐng)?zhí)岢瞿膯栴}:*
您需要的服務(wù):
中國粉體網(wǎng)保護(hù)您的隱私權(quán):請(qǐng)參閱 我們的保密政策 來了解您數(shù)據(jù)的處理以及您這方面享有的權(quán)利。 您繼續(xù)訪問我們的網(wǎng)站,表明您接受 我們的使用條款
激光固化陶瓷3D打印設(shè)備
碳化硅3D打印機(jī)
DLP正置下沉單缸陶瓷3D打印設(shè)備
DLP“雙缸-下沉-刮料”陶瓷3D打印機(jī)標(biāo)準(zhǔn)版
精細(xì)直寫科研生物4D打印機(jī)Adventure-3D-BIO-Printer
生物直寫3D打印設(shè)備
UPS-250
P/F2DM
BLT-S600
SESI-20
30T
FDM打印機(jī)由Raise3D Pro2
SLM-280

GDKJ-150
GB-214
CM-PLUS
SU小尺寸系列


