粉體行業在線展覽
粉體行業在線展覽



DH型


直接聯系
道合優創機電科技有限公司



河南
面議
DH型
3404
--
是化工、輕工、食品、醫藥等行業生產過程中進行固液分離的理想過濾設備。
是化工、輕工、食品、醫藥等行業生產過程中進行固液分離的理想過濾設備。
該機是化工、輕工、食品、醫藥等行業生產過程中進行固液分離的理想過濾設備。該機具有如下特點:
結構緊湊,占地面積小;
過濾效果好,損耗低;
機械排渣,勞動強度低;
生產率高;
兩臺并聯使用可實現連續生產。
過濾面積分為4m2、8m2、10m2、12m2、15m2、20m2、30m2、40m2、50m2、60m2、80m2、;主要規格及相應外形尺寸見下表:
| 型號 | 過濾面積(m2) | 筒體直徑(mm) | 濾片間距(mm) | 進口 |
出口 (mm) |
溢流口 |
排渣口 (mm) |
高度 (mm) |
主機重量 (kg) |
| DH-4 | 4 | 550 | 70 | Dg50 | 80 | Dg32 | 300 | 2300 | 600 |
| DH-8 | 6.5 | 650 | 70 | Dg50 | 80 | Dg32 | 400 | 2400 | 800 |
| DH-10 | 10 | 800 | 70 | Dg50 | 80 | Dg32 | 400 | 2400 | 1000 |
| DH-12 | 12 | 900 | 70 | Dg50 | 80 | Dg32 | 400 | 2400 | 1200 |
| DH-15 | 15 | 900 | 70 | Dg50 | 80 | Dg32 | 400 | 2600 | 1300 |
| DH-20 | 20 | 1100 | 70 | Dg50 | 80 | Dg32 | 500 | 2600 | 1700 |
| DH-30 | 30 | 1200 | 70 | Dg50 | 80 | Dg32 | 500 | 2800 | 2200 |
| DH-40 | 40 | 1300 | 70 | Dg70 | 80 | Dg50 | 600 | 2800 | 2800 |
| DH-50 | 50 | 1400 | 70 | Dg70 | 80 | Dg50 | 600 | 3100 | 3000 |
| DH-60 | 60 | 1500 | 70 | Dg70 | 80 | Dg50 | 600 | 3100 | 3500 |
| DH-80 | 80 | 1600 | 80 | Dg80 | 80 | Dg50 | 800 | 3100 | 4000 |
相關參數:
工作壓力:0.1~0.49Mpa; **工作壓力:0.6Mpa;
設計溫度:≤150℃; 振動頻率:3000~4500次/分鐘;
振動器空氣壓力:0.45~0.6Mpa; 渣中液體含量:≤ 5%;
液體中固形物含量:0.05%~0.2%;
如圖,DH型過濾機主要由罐體部分、提升機構、振動器、濾網、排渣蝶閥總成、壓力顯示部分組成。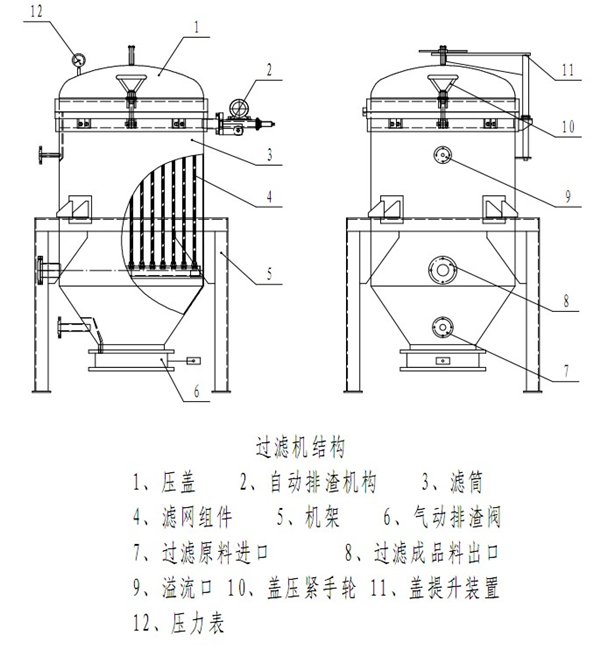
該機屬于壓濾設備。壓力泵將待濾液經進液管泵入罐內,并充滿。在壓力的作用下,帶濾液中的固體顆粒被濾葉上的濾網截留,并逐步在濾網上形成濾餅,待濾液不斷在壓力作用下透過濾餅、濾葉,經濾嘴進入出液管流出罐體,從而得到清澈的濾液。
隨著過濾的時間增加,被截留在濾葉上的固體顆粒越來越多,使濾餅厚度不斷增加,這樣使過濾阻力也不斷增大,罐內壓力逐步升高,當壓力升高到一定值時就必須排渣。
停止向罐內泵入待濾液,并將壓縮空氣經溢流管吹入罐內,將罐內剩余待濾液壓出到另一臺壓濾機或其他容器內,液體排空后,向罐內通入蒸汽吹干濾餅,關閉蒸汽,打開排渣蝶閥,啟動振動器,使濾葉振動,將濾葉上的濾餅振落經罐體下方的排渣閥排除罐體。
按工藝要求,將振動排渣過濾機置于預先準備好的合適的平臺上,擰緊支腿固定螺栓,按本說明書中的各個接口說明圖接好管路;
注意:所有閥門、視鏡等需接近操作處在安裝時應留出空間,以便于操作和觀察。
將外置執行部分如:集成控制器與振動體、蝶閥執行機構、空氣和蒸汽控制管路等連接好。
開車前的準備
①、檢查蒸汽、壓縮空氣壓力是否符合要求,超壓或欠壓都會影響過濾機的正常工作,油霧器按說明書要求加裝機油;
通向罐內的蒸汽壓力:0.3~0.5Mpa;
通向罐內壓縮空氣的壓力:0.6~0.8Mpa;
振動體或蝶閥執行機構壓縮空氣的壓力:0.45~0.6Mpa;
②、按工藝流程圖要求接好管路,并檢查管路是否正確;
③、檢查過濾機支座螺栓是否擰緊;
④、檢查提升機構是否靈活可靠,并打開罐體蓋,檢查濾葉是否按正確位置裝好,里外半軸是否已將濾葉加緊;
⑤、檢查罐體邊沿密封條是否嵌入密封槽中,是否有損壞;
⑥、將罐體蓋復原,均勻地擰緊快開螺栓;
⑦、檢查振動體固定螺栓是否擰緊,然后啟動振動器,檢查其工作是否靠靠,有無異常聲響,如有異常聲響,應查明原因并予以排除;
⑧、在檢查排渣蝶閥安裝螺栓無誤后,啟動蝶閥執行機構,檢查蝶閥開閉是否靈活、到位;
⑨、關閉所有閥門,只留視鏡前的一個閥門常開。視鏡破裂時關閉此閥門以更換視鏡玻璃。
操作步驟
①、確定除視鏡外的所有閥門關閉后,準備開始裝罐;
②、打開泵閥門和溢流閥門,啟動注入泵,開始進液,當從上視鏡看到有大量液體流動時,說明罐內液體滿了;準備開始循環;
③、打開循環閥門,關閉溢流閥門,(如果壓力上升過快,可以視情況將溢流閥門開啟一點)開始循環;
④、注意中間視鏡內的液體,當液體變得清澈時,打開清液閥門,關閉循環閥門,開始正式過濾;
⑤、過濾一段時間后,罐內壓力逐漸升高,當壓力升高到一定值時就須排渣。需要排渣時,先啟動空壓機,準備壓縮空氣;當壓縮空氣壓力達到0.6Mpa時,關閉進液閥門,停止向罐內注入濾液,稍打開空氣閥門,當觀察到中間視鏡內有液體變渾濁時,打開循環閥門,關閉清液閥門;當看不到中間視鏡里有液體時,打開排液閥門,基本關閉循環閥門;當下視鏡里也看不到液體時,即可關閉排液閥門。打開蒸汽閥門,通入蒸汽,關閉壓縮空氣閥門;持續20~35分鐘蒸汽將濾餅吹干(也可延長吹入蒸汽的時間,進一步降低濾餅中的含液量);
⑥、卸渣:打開排污閥門,關閉循環閥門,將罐體內的剩余待濾液排凈,關閉蒸汽閥門,當罐體內沒有壓力時,打開卸料蝶閥,啟動振動體,將濾渣卸掉;
⑦、關閉所有閥門,準備下次過濾。
過濾操作時的注意事項
①、如果濾罐中的待濾液液位降到視鏡液位時,就要打開循環閥門,并關閉清液閥門,使濾清液回流到濾罐中形成循環,直到待濾液位重又回到工作液位時,再打開清液閥門,關閉循環閥門;為保證濾餅的穩定性,應控制循環閥門的開、閉程度以調整待濾液體的流速保持基本恒定;
②、振動排渣過濾機**工作壓力為0.45Mpa,**工作溫度為150℃,操作時應嚴格注意控制上述指標,不得超過要求!
③、振動體*長的連續振動時間不超過10秒鐘!
④、濾餅不要堆積得太厚,只有在相鄰兩濾葉間的濾餅不接觸時,濾餅才能被吹干且能振掉。如果濾餅相互接觸而又繼續泵入待濾液,則罐內壓力會迅速升高,濾葉很快變形損壞甚至發生危險!
⑤、不準回流或倒吹濾葉,否則會脹暴甚至將濾網從框架上撕下!倒吹清理濾餅也會因一部分濾餅的脫落而使空氣從這里“短路”,大部分未脫落的濾餅照樣會附著在濾葉上;
⑥、為了確保濾餅的穩定形成以達到良好的過濾效果,在過濾時盡量不要中斷濾液流過濾網(濾餅),不要完全關閉濾清液出口管道上的閥門,總之盡量避免通過濾餅的濾液流量的波動。
過濾過程的故障及排除
①、梨形濾餅:梨形濾餅是指濾葉下部的濾餅比上部的濾餅厚。出現這樣的情況會減少過濾機的可利用空間,導致過濾速度的降低。造成這種情況的原因一般是由于停留在罐體內的濾液中的固形物沉降引起的,可通過讓多余的濾液從溢流口回到濾液儲罐來消除這種現象。
②、過濾后的液體仍然渾濁:引起這種現象有多種因素,諸如助濾劑太粗糙、濾葉表面有損壞、濾框邊緣未將濾網壓緊,有縫隙、濾嘴O型圈密封不良、過濾壓力不穩定、待濾液中含有氣泡、濾清液管道中有異物等等;
如果助濾劑顆粒太粗糙,應調整助濾劑顆粒細度;濾葉上的濾網破損,應更換濾網;濾嘴O型圈密封不良,則更換O型密封圈;嚴格按程序操作,嚴密控制罐體內壓力波動;待濾液中的氣泡,可以提高儲罐的真空度加以消除;濾清液管道中的異物,應及時清除;
③、過濾壓力上升太快和過濾周期太短:壓力上升太快一般是濾網堵塞所致,原因有助濾劑顆粒過細、泵的流量過大等,應給予修正;如果濾網并未堵塞,而壓力仍然上升很快,過濾周期仍很短,可在待濾液中加入一些大顆粒的助濾劑,加入的量通常為懸浮液重量的2.5% 即可。
振動器的故障及排除
①、檢查彈簧是否損壞,如果損壞,應立即更換;
②、檢查空氣壓力是否足夠,如果不夠,調節空壓機的調壓閥,使空氣壓力達到0.6~0.8Mpa;
③、是否有潤滑油,如油霧器中的潤滑油不足,應補充潤滑油;
④、拆開振動體檢查其內部是否有污垢,如有污垢,應予以清除后重新裝配使用;
蝶閥故障及排除
①、蝶閥泄露:應首先檢查蝶閥是否處于完全關閉狀態,如未完全關閉,調整蝶閥執行機構,直至將其完全關閉;其次檢查蝶閥執行機構是否能正常工作,并排除相應故障,如空氣壓力不夠、蝶閥執行機構氣缸密封圈損壞、蝶閥轉軸是否到位等,及時給予排除;
②、如果蝶閥處于完全關閉狀態仍然有泄露,則可能是蝶閥密封圈損壞,更換蝶閥密封圈;
罐體蓋泄漏
①、如發現罐蓋與罐體結合面泄漏,應首先檢查鏈接罐蓋的六個快開螺栓是否松動,如松動,需擰緊;擰緊這六個螺栓時要對角、順序、均勻地逐步擰緊,否則會造成罐蓋與罐體之間的密封圈受壓變形不均勻,容易滲漏;
②、如果快開螺栓已經均勻地鎖緊,仍然有滲漏,說明密封圈已老化、破損,需要更換,密封圈的更換方法如下:
按照罐口(密封槽)的周長,截取相應尺寸的密封條(可長不可短);
將密封條沿密封槽圍城一圈,在截去多余的密封條時將密封條的兩端切成相對應的45 角的切口;
用301膠將密封條粘接在一起,形成一個圈;
將粘接好的密封圈接口處先壓入密封槽中,并以該處為零點,分別在90 、180 、270 處將密封圈壓入密封槽,然后再將其與部分壓入密封槽,密封條不得有褶皺;
合上罐蓋,擰緊快開螺栓。
、每班工作前后,檢查振動器的國定螺栓以及外半軸的緊固螺母是否松動,如松動,應馬上擰緊;
、每班工作前,檢查罐蓋快開螺栓是否松動、鉸鏈是否牢靠,如有異常,應及時排除異常;
、每班工作前后,細檢查油霧器中的潤滑油情況,及時補充潤滑油。



